The development of 3D manufacturing variation propagation model for multistage machining processes (MMPs) plays an important role for estimating the dimensional and geometric quality of machined part, monitoring the machining processes and diagnosing the variation sources, and realizing process planning evaluation and selection. In this paper, after the error sources and their propagation modes in the part machining processes are analyzed, the differential motion vectors are employed to describe locating datum-, fixture-, and machining-induced variations, a series of coordinate transformations of variation sources are used to realize the deviation accumulation and transformation, and the mathematical relationship between the key product characteristics and various machining process parameters is established, so as to realize the quantitative analysis of error propagation, error accumulation and coupling, and establish the linear explicit Stream of Variation model (SoV) of multistage machining processes. The establishment of the model reveals the dynamic evolution law of the generation, coupling and propagation of product error flow and provides effective scientific guidance for the optimal control, system design, and error source diagnosis of MMPs. The effectiveness of the proposed model is verified by a case study.
The multistage machining processes (MMPs) are the most common, the most important, and the most difficult to control complex machining processes in manufacturing industry. In the MMPs, the workpiece in different machining processes may have different locating layouts, even need to be processed on different machine tools, it can be seen that the entire machining process has many error sources. The locating and processing of workpiece are two indispensable operations to complete the workpiece machining in each process. The locating operation is divided into two steps: the first step is to clamp the workpiece in the fixture; the second step is to clamp and locate the fixture on the machine tool. In the first step, when the feature surface manufactured by the previous process is used as the locating datum of the current processing, the machining errors of the previous process will accumulate to the current process to form the datum errors. In the second step of the locating operation, the fixture errors will also have an impact on the error accumulation of the workpiece. The machining errors can be attributed to the machining operation. It can be seen that the workpiece errors in multistage machining is composed of several parts: the fixture errors and the machining errors occurred in the current machining process, and the datum errors inherited from the previous machining process 1, 2. If these deviations cannot be effectively controlled in time, with the accumulation of time and space, the size of the machined part will emerge a trend of mean shift and variance expansion. The mean shift means that product size deviates far from its design target value, while the variance expansion means that the product manufacturing size fluctuates more sharply.
The modeling of variation propagation and the diagnostic analysis of error sources in MMPs have become the critical techniques to evaluate geometric and dimensional quality of machined parts, generate robust process plans, eliminate downstream manufacturing issues, shorten production cycles and improve product quality. Currently, the state space model has been developed and extensively studied to represent the variation propagation of MMPs, in which the system control theory is applied to the variation analysis of MMPs, and the concept of output controllability in system control theory is employed to simulate and predict error propagation in multistage machining process 3.
The development of variation propagation model in MMPs is of great significance for machining variation prediction, fault diagnosis, process planning evaluation and selection, process-oriented tolerancing, etc. [4-6] 4. The research in this field is traced back to state space modeling method for the size control of sheet metal assemblies proposed by Jin and Shi 7. Based on the SoV model, Ding et al. 8 further carried out the systematic diagnosability study for multi-station assembly process. Camelio et al. 9 analyzed several variation sources and proposed the evaluation method of variations propagation in a multi-stage compliant assembly system. However, these methods are used only in the multi-station assembly systems rather than the multistage machining processes. In order to expand the application scope of SoV model, Huang et al. 10 additionally proposed a systematic diagnostic method based on the SoV model for monitoring quality-related problems in the MMPs. Later, Huang et al. 11 further extended their own research to develop a state space model to describe the part dimensional errors and manufacturing variation stack-ups in the MMPs. Based on the modeling work, Huang and Shi 12 performed variation propagation analysis for multi-operational machining processes and developed a method for identifying erroneous operations. In the last two decades, the linearization of state space models has been studied extensively. Zhou et al. 13 improved the modeling work in Huang et al. 11 and developed a linear state space model by using differential motion vectors to describe the geometrical deviations of the parts. Du et al. 3 developed a linear state space model for multi-station machining system by linearizing the relationships between the part size features and machining errors. Du et al. 14 also extended the application of SoV to product lifecycle oriented quality control through an application instance. Wang et al. 15 formulated a variation propagation model using the equivalent fixture error concept, with which the datum and machine tool errors can be converted into equivalent fixture locator errors. Loose et al. 1 proposed a linear variation propagation model of MMPs through kinematic analysis. Liu and Jiang 2 derived a linear error propagation model for MMPs by using the rigid-body kinematics theories. Later, Yang et al. 16 conducted a comprehensive study on the three linearized SoV modeling methods in MMPs, namely differential motion vectors, equivalent fixture error and kinematic analysis, respectively.
In the studies of variation propagation modeling for MMPs, the most commonly used fixture scheme is the 3-2-1 locating scheme 11, 13. Along with research going deep, the fixture scheme is also extended beyond the 3-2-1 locating scheme based on punctual locators. The variation propagation model proposed by Loose et al. 1 can deal with the generic fixture layouts for workpieces other than the 3-2-1 layout situation. Abellán and Liu 5 extended the SoV model to consider the effect of fixture- and datum-induced variations for MMPs when fixtures with locating surfaces are applied. Yacob and Semere 17 proposed a dual quaternions-based method for modeling variation propagation in MMPs, which can not only mitigated the large matrix size but also achieved lower prediction errors. Based on techniques of dual quaternions and skin model shapes, Yacob et al. 18 also further investigated the part quality prediction model in MMPs while taking into account the part with form errors and N-2-1 (N>3) fixture layout.
Shi 19 systematically studied the SoV methodology in his monograph, and developed the approaches for machining process monitoring, variation source diagnosis, rapid failure recovery, and defect prevention, etc. The SoV model was also employed to reveal how the roller dimensional errors are accumulated and propagated in the cold roll forming 20. For the purpose of optimizing setup planning, the SoV model was extended to enable datum selection and setup sequence determination 21. Abellán-Nebot et al. 22 further proposed the ways of process route optimization selection by combining shop floor quality data with the SoV model in the MMPs. Beyond that, in order to achieve more accurate variation prediction in MMPs, Abellán- Nebot et al. 4 proposed an extended SoV model by combining manufacturing-induced variation with the conventional SoV model; the model is capable of addressing more complex issues such as the product quality improvement, machining process diagnosis, and process-oriented tolerance allocation, etc. What follows was that Abellán-Nebot et al. 23 proposed a process-oriented tolerancing approach by using this extended SoV model. Abellán-Nebot et al. 6 also reviewed two 3D manufacturing variation models, namely the Stream of Variation model (SoV model) and the Model of the Manufactured Part (MoMP model), in the multi-stage manufacturing systems, and has made some analyses and comparisons on characteristics and applications of these two models. Based on the Piecewise Linear Regression Trees (PLRTs), Jin and Shi 24 proposed a modeling approach for MMP control. As an extension of the above modeling approach, Jin and Liu 25 used PLRT to identify multiple baseline models for multiple variation propagation in a Serial-Parallel MMP. Loose et al. 26 also integrated the GD&T characteristics of part features into the SoV model, so as to adapt the Geometric Dimensioning and Tolerancing (GD&T) standards in MMPs. Yacob and Semere 27 presented a multilayer shallow neural network regression approach for geometrical deviation prediction and variation source identification in MMPs. Du et al. 28 developed a three-dimensional variation propagation model for multistage turning processes of rotary workpieces. By extending the existing SoV model, Wang et al. 29 presented a unified variation propagation model for general shape workpieces in MMPs. Further more, Wang et al. 30 constructed a variation propagation framework in MMPs for the variable stiffness structure workpieces by combining the elastic deformation variations in the traditional SoV model. By considering the quality-cost equilibrium in MMPs, Wang et al. 31 also proposed a variation management framework for key control characteristics to achieve deviation control of key product characteristics. Zuo et al. 32 presented an error sensitivity analysis and precision allocation method for MMPs by combining multi-objective optimization technique with the SoV model.
The existing manufacturing variation models for the MMPs have a certain range of applications, some of which only integrate incomplete dynamic information of the manufacturing process. In this paper, a 3D digital model of MMP is presented which is capable of integrating the dynamic variation sources during the machining process, such as locating datum-induced variations, fixture-induced variations, machining- induced variations. The remainder of the paper is organized as follows: Section 3 introduces geometric deviation representations and part vector model; Section 4 discusses the modeling methods of various variations in multistage machining process of part, and derives the variations propagation model; A case study is given in Section 5 for model validation; Finally, the conclusions and potential model applications are presented in Section 6.
Suppose a part contains n feature surfaces related to error propagation, which include machined surfaces, design datum surfaces, manufacturing and measurement datum surfaces. Here, the vector surface model is employed to describe the part 33. For feature surface Xi with direction vector  , position vector
, position vector  and size vector
and size vector  , it can be described by an (6+m) dimensional vector as:
, it can be described by an (6+m) dimensional vector as:
 | (1) |
where  , nix ,niy and niz denote three direction cosines of feature vector along axes x, y and z in part coordinate system, respectively;
, nix ,niy and niz denote three direction cosines of feature vector along axes x, y and z in part coordinate system, respectively;  , pix, piy and piz are three position coordinate values of the feature vector in part coordinate system;
, pix, piy and piz are three position coordinate values of the feature vector in part coordinate system;  , di1, di2, …, dim are dimension parameters of size vector di, and m is the dimension of vector di.
, di1, di2, …, dim are dimension parameters of size vector di, and m is the dimension of vector di.
Part vector model is:
 | (2) |
The deviation is the amount by which surface feature Xi deviates from its nominal feature, then one has:
 | (3) |
where

 .
.
The part deviation vector is denoted by  , then one gets:
, then one gets:
 | (4) |
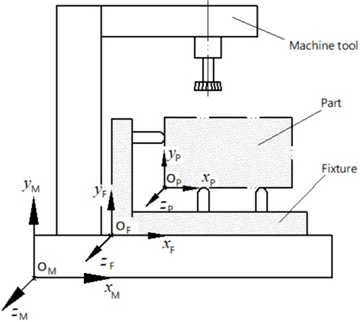
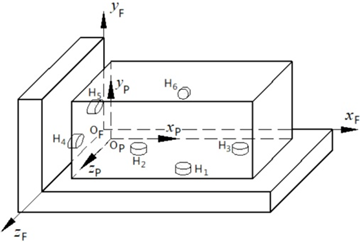
As shown in Figure 1, in order to represent the manufacturing deviations and operation errors of part, three different coordinate systems, namely part coordinate system (PCS), fixture coordinate system (FCS), and machine tool coordinate system (MCS), are defined as reference systems.
● PCS is fixed to the part, the origin OP, which is used to represent the geometric features of the part.
● FCS is fixed to the fixture, the origin OF, in which the part is located and oriented.
● MCS is fixed at working table, the origin OM, in which the fixture is located and oriented.
It is well known that any motion of a rigid body in three-dimensional coordinate system O0X0Y0Z0 can be achieved by three independent rotations (α, β, γ) around the original axes x0, y0 and z0, and three independent translations (u, v, w) along these three coordinate axes, respectively. In this way, after a rotation transformation and a translation transformation being applied, the coordinates of any point (x0, y0, z0) on the rigid body become (x, y, z), which can be represented as:
 | (5) |
where  denotes the translation matrix, u, v and w are three translation components; R denotes the rotation matrix and its expression is:
denotes the translation matrix, u, v and w are three translation components; R denotes the rotation matrix and its expression is:
 | (6) |
where α, β and γ are three rotation components; variables C and S in Eq.(6) correspond to the Cosine and Sine functions, respectively. For three differential rotations α, β, γ, the rotation matrix above can be approximated as:
 | (7) |
In the same way, the transformation between any two coordinate systems also includes a rotation transformation and a translation transformation. If the i-th feature of a part has m feature parameters, the rotation matrix of this feature from the PCS to the FCS at stage k can be expressed as:
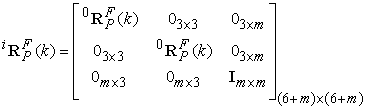 | (8) |
where Im×m is the identity matrix; the matrix  can be obtained according to Eq.(6).
can be obtained according to Eq.(6).
For the part with n features, the rotation matrix of the whole part from the PCS to the FCS is:
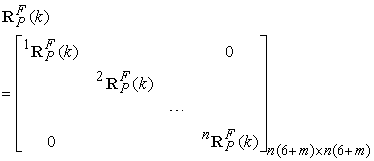 | (9) |
Assuming that the origin coordinate of part in the FCS is OP  at stage k; then the translation matrix of the i-th feature of the part from the PCS to the FCS is:
at stage k; then the translation matrix of the i-th feature of the part from the PCS to the FCS is:
 | (10) |
At the k-th stage, the translation matrix of all parts features from the PCS to the FCS is:
 | (11) |
If the i-th feature of a part has m feature parameters, the rotation matrix of the i-th feature from the FCS to the MCS is:
 | (12) |
where Im×m is the identity matrix; the matrix  can be obtained according to Eq.(6).
can be obtained according to Eq.(6).
For the part with n features, the rotation matrix of the whole part from the FCS to the MCS is:
 | (13) |
Assuming that the origin coordinate of fixture in MCS is OF at stage k; then the translation matrix of the i-th feature of the fixture from the FCS to the MCS is:
at stage k; then the translation matrix of the i-th feature of the fixture from the FCS to the MCS is:
 | (14) |
At the k-th stage, the translation matrix of all parts features from the FCS to the MCS is:
 | (15) |
In practice, the 3-2-1 locating scheme is the most commonly used fixture scheme. As shown in Figure 2, the primary datum plane is determined by the locators H1, H2 and H3; the locators H4 and H5 constitute the second locating datum; and the locator H6 is the tertiary locating datum.
At stage k, the fixture vector in MCS can be expressed as:
 | (16) |
The fixture deviation caused by fixture setup elements can be expressed as:
 | (17) |
The deviations of the rotation and translation transformation induced by the fixture deviations are:
 | (18) |
 | (19) |
where  represents the
represents the  in the i-th row and the j-th column;
in the i-th row and the j-th column;  represents the
represents the  in the i-th row.
in the i-th row.
With the consideration of the impacts of fixture deviation, the transformation from FCS to MCS is:
 | (20) |
 | (21) |
where  and
and  are the nominal rotation and translation matrices of the part from the FCS to the MCS, respectively.
are the nominal rotation and translation matrices of the part from the FCS to the MCS, respectively.
The setup process of the machined part generally involves locating the workpiece on a fixture, and then fixing the workpiece together with the fixture on a machine tool table for processing. The variations caused by the locating datums will affect the error accumulations of part. Here, we define a datum selection matrix D(k) for selecting the locating datum surface of the part at stage k, which can be expressed as:
 | (22) |
where  is the (6+m)×(6+m) diagonal matrix. If surface Xi is chosen as the primary datum, the direction vector of the primary datum needs to be specified, and the
is the (6+m)×(6+m) diagonal matrix. If surface Xi is chosen as the primary datum, the direction vector of the primary datum needs to be specified, and the  is expressed as follows:
is expressed as follows:
 | (23) |
DH(k) denotes locating datum, one gets:
 | (24) |
The datum deviation is:
 | (25) |
In actual parts processing, the wear, damage and loosening of fixture locating elements can cause locating datum deviation. The existence of locating datum deviation affects the rotation and translation transformation from the PCS to the FCS, and the resulting deviation is:
 | (26) |
 | (27) |
where  represents the
represents the  in the i-th row and the j-th column;
in the i-th row and the j-th column;  represents the
represents the  in the i-th row.
in the i-th row.
Then, the actual rotation and translation matrices from PCS to FCS will be written as:
 | (28) |
 | (29) |
where  and
and  are the nominal rotation and translation matrices of the part from the PCS to the FCS, respectively.
are the nominal rotation and translation matrices of the part from the PCS to the FCS, respectively.
And according to Eqs.(20), (21), (28) and (29), the rotation and translation matrices from the PCS to the MCS can be obtained as follows:
 | (30) |
 | (31) |
By neglecting the higher-order terms beyond the first order of Eqs.(30) and (31), we get the deviation matrices of  and
and  :
:
 | (32) |
 | (33) |
After the part is installed on the machine tool, its state vector  corresponding to the transformation from the PCS to the MCS is rewritten as
corresponding to the transformation from the PCS to the MCS is rewritten as  ; And a new part state vector denoted as
; And a new part state vector denoted as  is generated after the part has been processed at stage k. At this moment, part features can be divided into those that need to be machined and those that do not need to be machined in the current operation. Let
is generated after the part has been processed at stage k. At this moment, part features can be divided into those that need to be machined and those that do not need to be machined in the current operation. Let  be the state vector of the feature machined in the k-th process and B(k) be the selection matrix of machined features, and the machined feature in the k-th process will be
be the state vector of the feature machined in the k-th process and B(k) be the selection matrix of machined features, and the machined feature in the k-th process will be  , then the expression of
, then the expression of  can be obtained as follows:
can be obtained as follows:
 | (34) |
where B(k) labels the features to be processed at stage k, A(k) labels the non-processing features at stage k, and  .
.
 | (35) |
where 
From Eq. (34), the part features are segmented into the machined features  and the non-machined features
and the non-machined features  at stage k. Machining deviation of part which depends on
at stage k. Machining deviation of part which depends on  is caused by the machining operation.
is caused by the machining operation.
At stage k, the part state vector  in the MCS can be obtained by performing the rotation and translation transformation on vector
in the MCS can be obtained by performing the rotation and translation transformation on vector  , that is:
, that is:
 | (36) |
According to Eqs.(34) and (36), one gets:
 | (37) |
 | (38) |
Combining Eqs.(37) and (38), X(k) can be derived as follows.
 | (39) |
Here,
 | (40) |
Eq. (39) can be re-written as follows.
 | (41) |
We also have X(k)=0X(k)+ΔX(k) and X(k-1)=0X(k-1)+ΔX(k-1), then Eq. (41) can be re-described as follows.
 | (42) |
There exists the following equation.
 | (43) |
The rotation matrix  of part from the MCS to the PCS, namely the inverse matrix of
of part from the MCS to the PCS, namely the inverse matrix of  , can be expressed as:
, can be expressed as:
 | (44) |
where  and
and  are the rotation matrices from the MCS to the FCS and from the FCS to the PCS, respectively.
are the rotation matrices from the MCS to the FCS and from the FCS to the PCS, respectively.
Substituting Eqs. (30) and (44) into Eq. (43) and neglecting the higher-order terms beyond the first order, we have:
 | (45) |
Substituting Eqs. (32) and (33) into the above equation, we further get:
At the right side of Eq. (46), the first term represents the machining deviations accumulated from the previous process to the current process, the remaining items are the deviations caused by machining errors, fixture errors and datum errors of current process, respectively.
 | (46) |
The proposed model is validated on a workpiece with multistage machining processes whose design specifications are shown in Figure 3. According to the design specifications, the key product characteristics are determined as follows: the distance between surface X2 and datum surface A and the parallelism requirement of surface X2 with respect to datum surface A; The distance between surface X6 and datum surface A and the parallelism requirement of surface X6 with respect to datum surface A; The distance between surface X7 and datum surface B, the parallelism requirement of surface X7 with respect to datum surface B and the positional requirement of surface X8 relative to datum surface B.
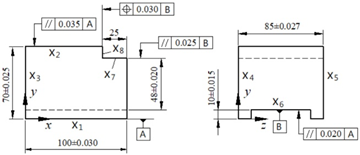

Three machining operations are required to satisfy part design specifications. The first operation is to mill surface X2 by choosing surfaces X1, X3 and X4 as the locating datums; followed by the milling of surface X6 by taking the machined surface X2 in the first step, surfaces X3 and X5 as the locating datums; Finally, the machined surfaces X6, surfaces X3 and X4 are employed as locating datums to mill the surfaces X7 and X8. The operation sequence of the workpiece is graphically shown in Figure 4, where the locating datums are achieved by six locators, namely H1, H2, …, H6, and the primary locating datum consists of H1, H2 and H3. Each operation, the corresponding locating datum and machining sequence are list in Table 1.
5.1. Part Vector ModelAccording to the previous section, the part vector model can be constructed by using eight feature planes X1, X2, X3, X4, X5, X6, X7 and X8.
 |
And the deviation vector  is:
is:
 |
For the representation of manufacturing deviation of the part, we assume that coordinate plane xoz of PCS coincides with the feature plane X1; and the origin of PCS is the intersection point of three mutually perpendicular planes X1, X3 and X4, as shown in Figure 4. The nominal orientations, positions and feature parameters of these surface features in the final stage are listed in Table 2. Note that these data in Table 2 are relative to the PCS.
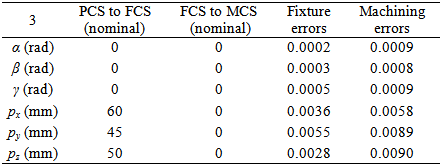
Table 3 lists the parameters required to construct the variation propagation model, in which the Euler angles α, β, and γ are used to construct the rotation matrices  and
and  ; and px, py, and pz are used for translation matrices
; and px, py, and pz are used for translation matrices  and
and  . The fixture errors are used to build matrices
. The fixture errors are used to build matrices  and
and  ; and the machining errors are used to construct matrix
; and the machining errors are used to construct matrix  .
.
The part processing operations are implemented on a processing station using 3-2-1 fixtures involve three stage operations to meet the design specifications. The setting of the two nominal coordinate systems PCS and FCS is shown in Figure 2. And without loss of generality, we assume that the nominal MCS coincides with the nominal FCS exactly, in this case,  and
and  are identity matrices. We assume that there is no datum error in the first stage. In contrast, the datum errors in the second and third stages will contribute to the total error of the part, because the primary positioning datums used in these stages are the surface features processed in the previous processes.
are identity matrices. We assume that there is no datum error in the first stage. In contrast, the datum errors in the second and third stages will contribute to the total error of the part, because the primary positioning datums used in these stages are the surface features processed in the previous processes.
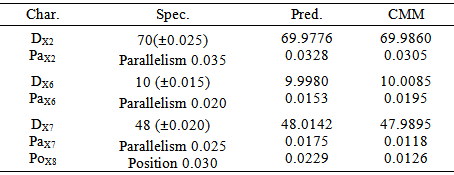
In order to predict the variations of key product characteristics, a program based on the proposed model has been developed in MATLAB R2014b for simulation and calculation. After entering the fixture errors and machining errors (Table 3) into the program, the prediction variations at each stage can be obtained. The program prediction results and the actual CMM measurements for key product characteristics are listed in Table 4.
By comparing the experiment measurements and the model prediction values in Table 4, we can draw the following conclusions:
• It can be seen from Table 4 that there are tiny deviations between the model prediction results and the actual measurement values, and this deviation range is acceptable, thus indicating the effectiveness of the proposed model.
• The differences between the model prediction results and the actual measurement values of feature surface X2 are smaller than those of feature surface X6. This is because the milling operation of surface X6 in stage 2 takes the surface X2 machined in stage 1 as the primary locating datum, so the machining errors of surface X2 are accumulated in the machining of surface X6. Similarly, the feature surface X6 machined in stage 2 needs to be taken as the primary locating datum when processing feature surfaces X7 and X8 in stage 3, the machining errors of surface X6 form the locating errors of surfaces X7 and X8 in the machining process, which results in the differences between the model prediction results and the actual measurement values of feature surfaces X7 and X8 are generally greater than those of feature surface X6. All of these indicate the propagation and accumulation of machining errors in multistage machining processes.
The multistage machining process is a typical discrete dynamic process. In this paper, after analyzing the product machining processes, the key product characteristics and key control characteristics that affect the product processing quality are extracted, and a part vector model for product feature deviation control is obtained. On the basis of this model, the differential motion vectors are employed to represent various variation sources on the workpiece. Through a series of coordinate transformations of these variation sources, the mathematical relationships between key product characteristics and these error sources are captured, and the linear explicit state space model of error propagation in MMPs is constructed.
For future studies, the proposed model needs to be extended to take into account the affects of various other variations. The model presented in this paper mainly considers the variations caused by the locating datum, fixture and machining, but there are still many variation errors that are not included, such as vibration errors of machine tools and cutting tools, thermal deformation errors, etc. In order to improve the prediction accuracy of the model, comprehensively considering these errors in the model is one of the future research directions. In addition, the multi-scale variations should also be considered in the model. The current study is limited to dimensional errors; In fact, geometrical errors, waviness and roughness also participate in the propagation and accumulation of errors, which will result in the variations of machining features. Therefore, considering the effect of multi-scale variation in the model is also a research direction in the future. Besides, the variation propagation model can be applied to many fields, such as: optimal allocation of process tolerances, optimal selection of process parameters, optimization design of detection strategies, quality monitoring and process diagnostics of products, etc. The proposed model can ultimately achieve the purpose of controlling product quality, improving the stability of manufacturing system, and enhancing the competitiveness of products in the market.
The authors would like to acknowledge the financial support of the National Natural Science Foundation of China (Grant No. 52075222).
| [1] | Loose J P, Zhou S, Ceglarek D. Kinematic analysis of dimensional variation propagation for multistage machining processes with general fixture layouts. IEEE T Autom Sci Eng, 2007, 4(2): 141-152. | ||
| In article | View Article | ||
| [2] | Liu D and Jiang P. Modelling of machining error flow based on form features for multistage processes. Int J Comput Integ Manuf, 2009, 22(9): 857-876. | ||
| In article | View Article | ||
| [3] | Du S, Xi L, Pan E, et al. Modeling and control of dimensional quality of a serial multi-station machining system. Int J Reliab Qual Saf Eng, 2006, 13(5): 399-419. | ||
| In article | View Article | ||
| [4] | Abellán-Nebot J V, Liu J, Subirón F R, et al. State space modeling of variation propagation in multistation machining processes considering machining-induced variations. J Manuf Sci Eng, 2012, 134(2): 1-13. | ||
| In article | View Article | ||
| [5] | Abellán J V and Liu J. Variation propagation modelling for multi-station machining processes with fixtures based on locating surfaces. Int J Prod Res, 2013, 51, (15): 4667-4681. | ||
| In article | View Article | ||
| [6] | Abellán-Nebot J V, Subirón F R, Mira J S. Manufacturing variation models in multi-station machining systems. Int J Adv Manuf Technol, 2013, 64 (1-4): 63-83. | ||
| In article | View Article | ||
| [7] | Jin J and Shi J. State space modeling of sheet metal assembly for dimensional control. ASME J Manuf Sci Eng, 1999, 121(4): 756-762. | ||
| In article | View Article | ||
| [8] | Ding Y, Shi J, Ceglarek D. Diagnosability analysis of multi-station manufacturing processes. J Dyn Syst Meas Control, 2002, 124(1): 1-13. | ||
| In article | View Article | ||
| [9] | Camelio J A, Hu S J, Ceglarek D J. Modeling variation propagation of multi-station assembly systems with compliant parts. J Mech Design. 2003, 125: 673-681. | ||
| In article | View Article | ||
| [10] | Huang Q, Zhou S, Shi J. Diagnosis of multi-operational machining processes through variation propagation analysis. Robot Cim-Int Manuf, 2002, 18(3-4): 233-239. | ||
| In article | View Article | ||
| [11] | Huang Q, Shi J, Yuan J. Part dimensional error and its propagation modeling in multi-operational machining processes. J Manuf Sci Eng, 2003, 125(2): 255-262. | ||
| In article | View Article | ||
| [12] | Huang Q and Shi J. Variation transmission analysis and diagnosis of multi-operational machining processes. IIE Trans, 2004, 36(9): 807-815. | ||
| In article | View Article | ||
| [13] | Zhou S, Huang Q, Shi J. State space modeling of dimensional variation propagation in multistage machining process using differential motion vectors. IEEE Trans Robot Autom, 2003, 19(2): 296-309. | ||
| In article | View Article | ||
| [14] | Du S, Xi L, Ni J, et al. Product lifecycle-oriented quality and productivity improvement based on stream of variation methodology. Comput Ind, 2008, 59(2-3): 180-192. | ||
| In article | View Article | ||
| [15] | Wang H, Huang Q, Katz R. Multi-operational machining processes modeling for sequential root cause identification and measurement reduction. J Manuf Sci Eng, 2005, 127: 512-521. | ||
| In article | View Article | ||
| [16] | Yang F, Jin S, Li Z. A comprehensive study of linear variation propagation modeling methods for multistage machining processes. Int J Adv Manuf Technol, 2017, 90: 2139-2151. | ||
| In article | View Article | ||
| [17] | Yacob F and Semere D. Variation propagation modelling in multistage machining processes using dual quaternions. Int J Adv Manuf Technol, 2020, 111(9-10): 2987-2998. | ||
| In article | View Article | ||
| [18] | Yacob F, Semere D, Anwer N. Variation propagation modeling in multistage machining processes considering form errors and N-2-1 fixture layouts. Int J Adv Manuf Technol, 2021, 116(1): 507-522. | ||
| In article | View Article | ||
| [19] | Shi J. Stream of variation modeling and analysis for multistage manufacturing processes. CRC Press, Taylor & Francis Group: Boca Raton, FL, 2007. | ||
| In article | View Article | ||
| [20] | Zhang L, Ni J, Lai X. Dimensional errors of rollers in the stream of variation modeling in cold roll forming process of quadrate steel tube. Int J Adv Manuf Technol, 2008, 37: 1082-1092. | ||
| In article | View Article | ||
| [21] | Liu J, Shi J, Hu S J. Quality-assured setup planning based on the stream-of-variation model for multi-stage machining processes. IIE Trans, 2009, 41(4): 323-334. | ||
| In article | View Article | ||
| [22] | Abellán-Nebot J V, Liu J, Subirón F R. Design of multi-station manufacturing processes by integrating the stream-of-variation model and shop-floor data. J Manuf Syst, 2011, 30(2): 70-82. | ||
| In article | View Article | ||
| [23] | Abellán-Nebot J V, Liu J, Subirón F R. Process-oriented tolerancing using the extended stream of variation model. Comput Ind, 2013, 64(5): 485-498. | ||
| In article | View Article | ||
| [24] | Jin R and Shi J. Reconfigured piecewise linear regression tree for multistage manufacturing process control. IIE Trans, 2012, 44: 249-261. | ||
| In article | View Article | ||
| [25] | Jin R and Liu K. Multimode variation modeling and process monitoring for serial-parallel multistage manufacturing processes. IIE Trans, 2013, 45(6): 617-629. | ||
| In article | View Article | ||
| [26] | Loose J P, Zhou Q, Zhou S, et al. Integrating GD&T into dimensional variation models for multistage machining processes. Int J Prod Res, 2010, 48, (11): 3129-3149. | ||
| In article | View Article | ||
| [27] | Yacob F and Semere D. A multilayer shallow learning approach to variation prediction and variation source identification in multistage machining processes. J Intell Manuf, 2021, 32(4): 1173-1187. | ||
| In article | View Article | ||
| [28] | Du S, Yao X, Huang D, et al. Three-dimensional variation propagation modeling for multistage turning process of rotary workpieces. Comput Ind Eng, 2015, 82: 41-53. | ||
| In article | View Article | ||
| [29] | Wang K, Du S, Xi L. Three-dimensional tolerance analysis modelling of variation propagation in multi-stage machining processes for general shape workpieces. Int J Precis Eng Manuf, 2020, 21: 31-44. | ||
| In article | View Article | ||
| [30] | Wang K, Li G, Du S, et al. State space modelling of variation propagation in multistage machining processes for variable stiffness structure workpieces, Int J Prod Res, 2021, 59 (13): 4033-4052. | ||
| In article | View Article | ||
| [31] | Wang K, Yin Y, Du S, et al. Variation management of key control characteristics in multistage machining processes considering quality-cost equilibrium. J Manuf Syst, 2021, 59(6): 441-452. | ||
| In article | View Article | ||
| [32] | Zuo X, Li B, Yang J. Error sensitivity analysis and precision distribution for multi-operation machining processes based on error propagation model. Int J Adv Manuf Technol, 2016, 86: 269-280. | ||
| In article | View Article | ||
| [33] | Martinsen K. Vectorial tolerancing for all types of surfaces. ASME Adv Des Automat, 1993, 2: 187-198. | ||
| In article | View Article | ||
Published with license by Science and Education Publishing, Copyright © 2023 Heping Peng and Qianpeng Han
![]() This work is licensed under a Creative Commons Attribution 4.0 International License. To view a copy of this license, visit
https://creativecommons.org/licenses/by/4.0/
This work is licensed under a Creative Commons Attribution 4.0 International License. To view a copy of this license, visit
https://creativecommons.org/licenses/by/4.0/
| [1] | Loose J P, Zhou S, Ceglarek D. Kinematic analysis of dimensional variation propagation for multistage machining processes with general fixture layouts. IEEE T Autom Sci Eng, 2007, 4(2): 141-152. | ||
| In article | View Article | ||
| [2] | Liu D and Jiang P. Modelling of machining error flow based on form features for multistage processes. Int J Comput Integ Manuf, 2009, 22(9): 857-876. | ||
| In article | View Article | ||
| [3] | Du S, Xi L, Pan E, et al. Modeling and control of dimensional quality of a serial multi-station machining system. Int J Reliab Qual Saf Eng, 2006, 13(5): 399-419. | ||
| In article | View Article | ||
| [4] | Abellán-Nebot J V, Liu J, Subirón F R, et al. State space modeling of variation propagation in multistation machining processes considering machining-induced variations. J Manuf Sci Eng, 2012, 134(2): 1-13. | ||
| In article | View Article | ||
| [5] | Abellán J V and Liu J. Variation propagation modelling for multi-station machining processes with fixtures based on locating surfaces. Int J Prod Res, 2013, 51, (15): 4667-4681. | ||
| In article | View Article | ||
| [6] | Abellán-Nebot J V, Subirón F R, Mira J S. Manufacturing variation models in multi-station machining systems. Int J Adv Manuf Technol, 2013, 64 (1-4): 63-83. | ||
| In article | View Article | ||
| [7] | Jin J and Shi J. State space modeling of sheet metal assembly for dimensional control. ASME J Manuf Sci Eng, 1999, 121(4): 756-762. | ||
| In article | View Article | ||
| [8] | Ding Y, Shi J, Ceglarek D. Diagnosability analysis of multi-station manufacturing processes. J Dyn Syst Meas Control, 2002, 124(1): 1-13. | ||
| In article | View Article | ||
| [9] | Camelio J A, Hu S J, Ceglarek D J. Modeling variation propagation of multi-station assembly systems with compliant parts. J Mech Design. 2003, 125: 673-681. | ||
| In article | View Article | ||
| [10] | Huang Q, Zhou S, Shi J. Diagnosis of multi-operational machining processes through variation propagation analysis. Robot Cim-Int Manuf, 2002, 18(3-4): 233-239. | ||
| In article | View Article | ||
| [11] | Huang Q, Shi J, Yuan J. Part dimensional error and its propagation modeling in multi-operational machining processes. J Manuf Sci Eng, 2003, 125(2): 255-262. | ||
| In article | View Article | ||
| [12] | Huang Q and Shi J. Variation transmission analysis and diagnosis of multi-operational machining processes. IIE Trans, 2004, 36(9): 807-815. | ||
| In article | View Article | ||
| [13] | Zhou S, Huang Q, Shi J. State space modeling of dimensional variation propagation in multistage machining process using differential motion vectors. IEEE Trans Robot Autom, 2003, 19(2): 296-309. | ||
| In article | View Article | ||
| [14] | Du S, Xi L, Ni J, et al. Product lifecycle-oriented quality and productivity improvement based on stream of variation methodology. Comput Ind, 2008, 59(2-3): 180-192. | ||
| In article | View Article | ||
| [15] | Wang H, Huang Q, Katz R. Multi-operational machining processes modeling for sequential root cause identification and measurement reduction. J Manuf Sci Eng, 2005, 127: 512-521. | ||
| In article | View Article | ||
| [16] | Yang F, Jin S, Li Z. A comprehensive study of linear variation propagation modeling methods for multistage machining processes. Int J Adv Manuf Technol, 2017, 90: 2139-2151. | ||
| In article | View Article | ||
| [17] | Yacob F and Semere D. Variation propagation modelling in multistage machining processes using dual quaternions. Int J Adv Manuf Technol, 2020, 111(9-10): 2987-2998. | ||
| In article | View Article | ||
| [18] | Yacob F, Semere D, Anwer N. Variation propagation modeling in multistage machining processes considering form errors and N-2-1 fixture layouts. Int J Adv Manuf Technol, 2021, 116(1): 507-522. | ||
| In article | View Article | ||
| [19] | Shi J. Stream of variation modeling and analysis for multistage manufacturing processes. CRC Press, Taylor & Francis Group: Boca Raton, FL, 2007. | ||
| In article | View Article | ||
| [20] | Zhang L, Ni J, Lai X. Dimensional errors of rollers in the stream of variation modeling in cold roll forming process of quadrate steel tube. Int J Adv Manuf Technol, 2008, 37: 1082-1092. | ||
| In article | View Article | ||
| [21] | Liu J, Shi J, Hu S J. Quality-assured setup planning based on the stream-of-variation model for multi-stage machining processes. IIE Trans, 2009, 41(4): 323-334. | ||
| In article | View Article | ||
| [22] | Abellán-Nebot J V, Liu J, Subirón F R. Design of multi-station manufacturing processes by integrating the stream-of-variation model and shop-floor data. J Manuf Syst, 2011, 30(2): 70-82. | ||
| In article | View Article | ||
| [23] | Abellán-Nebot J V, Liu J, Subirón F R. Process-oriented tolerancing using the extended stream of variation model. Comput Ind, 2013, 64(5): 485-498. | ||
| In article | View Article | ||
| [24] | Jin R and Shi J. Reconfigured piecewise linear regression tree for multistage manufacturing process control. IIE Trans, 2012, 44: 249-261. | ||
| In article | View Article | ||
| [25] | Jin R and Liu K. Multimode variation modeling and process monitoring for serial-parallel multistage manufacturing processes. IIE Trans, 2013, 45(6): 617-629. | ||
| In article | View Article | ||
| [26] | Loose J P, Zhou Q, Zhou S, et al. Integrating GD&T into dimensional variation models for multistage machining processes. Int J Prod Res, 2010, 48, (11): 3129-3149. | ||
| In article | View Article | ||
| [27] | Yacob F and Semere D. A multilayer shallow learning approach to variation prediction and variation source identification in multistage machining processes. J Intell Manuf, 2021, 32(4): 1173-1187. | ||
| In article | View Article | ||
| [28] | Du S, Yao X, Huang D, et al. Three-dimensional variation propagation modeling for multistage turning process of rotary workpieces. Comput Ind Eng, 2015, 82: 41-53. | ||
| In article | View Article | ||
| [29] | Wang K, Du S, Xi L. Three-dimensional tolerance analysis modelling of variation propagation in multi-stage machining processes for general shape workpieces. Int J Precis Eng Manuf, 2020, 21: 31-44. | ||
| In article | View Article | ||
| [30] | Wang K, Li G, Du S, et al. State space modelling of variation propagation in multistage machining processes for variable stiffness structure workpieces, Int J Prod Res, 2021, 59 (13): 4033-4052. | ||
| In article | View Article | ||
| [31] | Wang K, Yin Y, Du S, et al. Variation management of key control characteristics in multistage machining processes considering quality-cost equilibrium. J Manuf Syst, 2021, 59(6): 441-452. | ||
| In article | View Article | ||
| [32] | Zuo X, Li B, Yang J. Error sensitivity analysis and precision distribution for multi-operation machining processes based on error propagation model. Int J Adv Manuf Technol, 2016, 86: 269-280. | ||
| In article | View Article | ||
| [33] | Martinsen K. Vectorial tolerancing for all types of surfaces. ASME Adv Des Automat, 1993, 2: 187-198. | ||
| In article | View Article | ||





{kind=link}
{kind=link}
{kind=link}
{kind=link}