 sciepub.com
sciepub.com
 Quick Submission
Quick Submission

Defects in the Bearing Elements of the Equipment for High-pressure Die Casting
František Trebuňa1, František Šimčák1, Miroslav Pástor1,
1Department of Applied Mechanics and Mechanical Engineering, Technical University of Košice, Faculty of Mechanical Engineering, Letná 9, Košice, 04200, Slovakia
Abstract
The paper presents the results of the analysis of failure in the bearing elements of the equipment of the locking mechanism of the high-pressure press for high-pressure casting of products made from aluminum alloy. Based on the analysis of the operating conditions of the press, material of the failed stationary plate and its stress analysis using FEM for various cases of loading, conclusions regarding possible causes of the plate failure were drawn.
Keywords: pressure die casting machine, hardness measurement, finite element method (FEM)
Copyright © 2016 Science and Education Publishing. All Rights Reserved.Cite this article:
- František Trebuňa, František Šimčák, Miroslav Pástor. Defects in the Bearing Elements of the Equipment for High-pressure Die Casting. American Journal of Mechanical Engineering. Vol. 4, No. 7, 2016, pp 266-270. http://pubs.sciepub.com/ajme/4/7/7
- Trebuňa, František, František Šimčák, and Miroslav Pástor. "Defects in the Bearing Elements of the Equipment for High-pressure Die Casting." American Journal of Mechanical Engineering 4.7 (2016): 266-270.
- Trebuňa, F. , Šimčák, F. , & Pástor, M. (2016). Defects in the Bearing Elements of the Equipment for High-pressure Die Casting. American Journal of Mechanical Engineering, 4(7), 266-270.
- Trebuňa, František, František Šimčák, and Miroslav Pástor. "Defects in the Bearing Elements of the Equipment for High-pressure Die Casting." American Journal of Mechanical Engineering 4, no. 7 (2016): 266-270.
| Import into BibTeX | Import into EndNote | Import into RefMan | Import into RefWorks |
At a glance: Figures
1. Introduction
High-pressure die casting method enables to produce cast products with thin walls and excellent surface quality. The properties of the cast material are sometimes not very good as a result of the turbulent filling of the mold and fast time cycles leading to the occurrence of changes in volume and porosity. The technology enables to produce casts of sophisticated shapes, but production of slide cores increases the costs of the mold production. The method is most frequently used to produce engine frames and cases, switch devices, distributors, gear boxes, clutches, etc. A major part of the production is focused on the pressure casting of products from aluminum alloy (Figure 1) mainly for the automobile industry.

 Download as
Download as

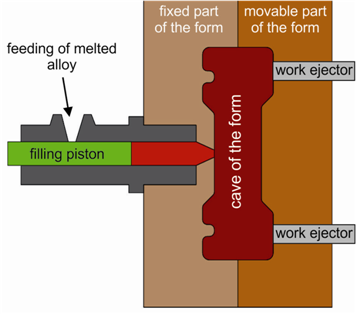
In the pressure die casting process, the molten alloy is poured into the feeding chamber of a special die casting machine and then under the action of pressure generated by the feeding plunger moving in the chamber through the input unit is injected into the cavity of the metal mold where the alloy solidifies under residual pressure (Figure 2). It’s the most widespread method of casting aluminum alloys. The two die-casting techniques – cold chamber die casting and hot chamber die casting differ in the structure of the chamber in the die casting machine. In the first case, the temperature of the chamber is substantially lower than the temperature of the molten metal. In case of the hot chamber, it is in constant contact with the molten metal. Figure 3 shows a die casting press.
 Download as
Download as
 Download as
Download as
Machines used for the production of pressed and cast pieces are exposed to repeated loading which is often the cause of cracks in the areas of stress concentrators [3, 4, 5]. The paper presents the analysis of the defects on the bearing elements of the die casting machine which occurred after a long-term continuous operation of the machine.
2. Brief Description of the Die Casting Press Operation and Areas of Defects
One part of the die casting mold is fixed on the movable plate (Figure 4a) and the other part of the die casting mold connected with the casting system for molten metal is fixed on the stationary plate (Figure 4b). Before the casting starts, both sections of the die casting mold are pressed to each other by the movable plate so that the casting mold is closed. The molten metal is injected under pressure into the cavity of the closed casting mold which after solidifying produces a casting of the desired shape. Figure 3 gives the view into the working area of the machine with a stationary and a movable section of the casting mold.
The movable plate travels on two guide rods and is led in four guide columns (Figure 4), at the ends of which the stationary plate is fixed.
 Download as
Download as
The stationary plate is fixed on the guide columns by a nut and fixing screws (Figure 5). The die-casting press in question has been in operation since 2001. In 2015 a crack occurred in the stationary section of the machine (Figure 6).
 Download as
Download as
 Download as
Download as
The crack occurred on the exterior side of the stationary plate, its size is shown in Figure 6.
3. Verification of the Values of Mechanical Properties of the Stationary Plate
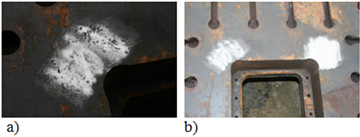
Based on the operator’s data, the fixed plate was made from the ferritic-pearlitic malleable cast iron type STN 42 2305 with mechanical properties Rp0,2 ≥ 320 MPa, Rm ≥ 500 MPa, A5 ≥ 7%, HB = 170–240, E = 169 GPa, G = 63,7 – 65,7 GPa [6]. At the temperature 100°C the yield strength of the material is Rp0,2 ≥ 305 MPa. Since when analyzing the failure of the fixed plate it was impossible to determine mechanical properties of the material by tensile test, the POLDI hammer was used to verify the material hardness. Hardness was determined in four selected areas of the fixed plate I, II, III a IV. Areas I and II were on the side where the casting mold is fixed (Figure 7) and in areas III and IV on the exterior side of the fixed plate (Figure 8).
 Download as
Download as
 Download as
Download as
Hardness test can be performed only on a flat and smooth surface. Figure 9 shows the process of preparation of the area for hardness testing.
 Download as
Download as
From Figure 9 it is obvious that the quality of the surface of the stationary plate from the side, where the casting molds I are fixed (Figure 7), is poor. The surface was smoothed up to the required quality using a grinding machine. The hammer type POLDI hardness testing method of measuring hardness is the following. A POLDI hammer with a standard test bar is put vertically on the tested surface. Then load is applied vertically by a hammer blow on a puncher (Figure 10).
A hammer stroke creates ball indentations into the standard test bar and the tested piece. The two diameters of these indentations on the test bar and specimen are measured as accurately as possible (Figure 11). Then, the hardness values are read from the comparison tables which are part of the POLDI tester kit. In the case that the standard test bar has a marking other than 70, the read value is subsequently calculated using the relevant coefficient. The standard test bars used for testing are given in Figure 12.
 Download as
Download as
 Download as
Download as
 Download as
Download as
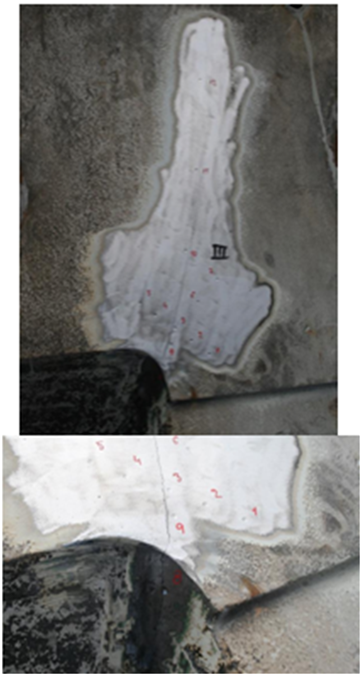
In individual areas I, II, III and IV the measurements points were defined in which the material hardness was determined. Figure 13 and Figure 14 show the documented measurement areas III and IV.
 Download as
Download as
 Download as
Download as
Average values of the measured hardness (according to Brinell) in the defined areas are given in Table 1.







The hardness measured in areas I and III was HB = 216 a 209 and in areas II and IV HB = 190 a 202. From the measured values it was obvious that the hardness on both sides of the stationary plate showed slight deviations. Despite that the measured data were within the hardness range HB = 170 – 240 given by the produce for the material.
4. Stress Analysis of the Stationary Plate of the Closing Mechanism and Assessment of Its Life Cycle
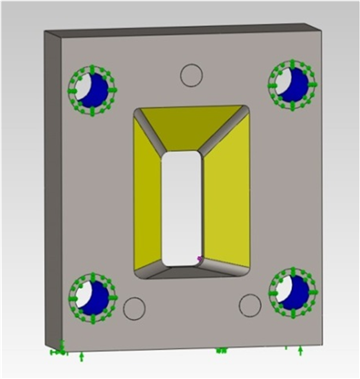
Stress analysis of the stationary plate was performed by numerical modeling using the FEM. Two cases of transfer of loading through the guide columns were modeled. In the first case, all four guide columns transferred the equal part of the total holding force exerted on the casting mold fixed to the stationary part of the pressure press. The model of the stationary plate with boundary conditions is given in Figure 15. Based on the information provided by the operator that during the casting process the guide columns are exposed to the impact of various temperatures, there was also modeled the case when one guide column was heated somewhat more than other guide columns.
 Download as
Download as
Four different variants of transmitting the forces from the casting mold to the stationary plate determined by the dimensions of the used casting mold, Table 2, were analyzed by numerical modeling.





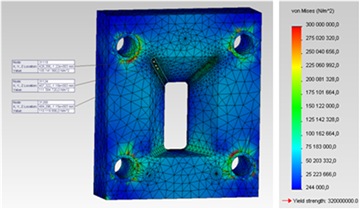
Figure 16 shows the area of equivalent stresses for the case of the uniform load of the guide columns (variant A). Numerical modeling was also performed for the models of the stationary plate with casting molds of various dimensions (700 x 700 mm, 800 x 1000 mm and 1100 x 750 mm) at different operational modes. At the uniform load of all columns, the value of the maximum stress 91 MPa for variant C (when the crack occurred) was determined. Based on the obtained results, it was possible to conclude that the stress in the stationary plate negatively influenced also non-uniform decreases heating of the guide columns, moreover, numerical analysis showed that the heating of one column by about 10 °C in comparison with others increased the level of maximum stress by around 10 – 15%.
 Download as
Download as
Besides numerical modeling of the possible causes of failure, the authors of the paper also assessed life cycle of the stationary plate of the high-pressure press. During operation of the high-pressure press, the stationary plate of the closing mechanism was loaded by transient load stress with maximum retaining force F = 9300 kN. The retaining force was transmitted to the stationary plate by the surface of the casting mold; the stress analysis of the stationary plate was performed as mentioned in the previous part of the paper. As said above, the stationary plate was made from the ferritic-pearlitic malleable cast iron type STN 42 2305 with mechanical properties  ≥ 320 MPa,
≥ 320 MPa,  ≥ 500 MPa. With regard to the transient bending stress in the stationary plate, the fatigue limit strength of the stationary plate material is
≥ 500 MPa. With regard to the transient bending stress in the stationary plate, the fatigue limit strength of the stationary plate material is  = 0,74.
= 0,74.  = 370 MPa [7, 8]. The real limit strength of the stationary plate in the area of the occurrence of the crack is determined from the relation
= 370 MPa [7, 8]. The real limit strength of the stationary plate in the area of the occurrence of the crack is determined from the relation
 |
Coefficient values  ,
,  and
and  were determined using diagrams [7]. Then, the real limit strength is
were determined using diagrams [7]. Then, the real limit strength is  .
.
After comparing the extreme stress values determined using the method of finite elements and values of the fatigue limit strength, conclusions on possible causes of the crack occurrence in the stationary plate were drawn.
5. Conclusion
After performing the analysis of data obtained by visual inspection and observation of the casting machine in operation, numerical analysis of stress in the defined contact surfaces, also based on the comparison of the mechanical properties designated according to the standard and determined through hardness measurement using Poldi hammer as well as taking into account the results of the analysis including the impact of the non-uniform heating of the columns it was determined that when using a casting mold of the dimensions 1100 x 750 mm with pressure of 9 300 kN, the stationary plate life cycle with respect to the geometrical dimensions of the plate (mainly radius fillets of the opening and quality of the surface) was limited by the number of the operation cycles less than 2.106. Non-uniform heating even further reduced the maximum number of working cycles. It was a fatigue failure with a gradual accumulation of failures during the operation when the most serious combination of failures occurred in this variant.
The analysis showed that the failure was not caused by a single overloading because the maximum values of the transient load stress in the area of the crack initiation determined by the FEM exceeded the fatigue strength of the actual part thus limiting the life cycle of the stationary plate.
The authors determined the life cycle of the stationary plate for the assessed variants and found that of the variants used in the operation of the high-pressure press, variant C was the least favorable in terms of the plate stress with a high accumulation of failures and therefore limiting for the initiation of the failure, but even after adopting variant B or C, a failure could still occur, however, the number of the loading cycles defined by variant C is limiting.
The failure of the stationary plate was clearly the result of the progressive failure and subsequent exhaustion of its life cycle with variant C. The material used and its mechanical properties fully correspond to the data given by the manufacturer.
Acknowledgements
This paper was supported by projects VEGA No. 1/0751/16 and VEGA No. 1/0393/14.
References
| [1] | http://www.dor-pb.sk/ob/obsah/profil_odliatky_Zn.html. | ||
 In article In article | |||
| [2] | https://www.google.sk/search?q=dak+880&client=firefox-b&source=lnms&tbm=isch&sa=X&ved=0ahUKE wi02vStyb_PAhXDB8AKHRapA1AQ_AUICCgB&biw=1707&bih=936#imgrc=tfYuWR3uWaTe5M%3A. | ||
| In article | |||
| [3] | Trebuňa, F., et al., Analysis of crack initiation in the press frame and innovation of the frame to ensure its further operation. Engineering Failure Analysis, Vol. 18, 1, 2011, pp. 244-255. | ||
| In article | View Article | ||
| [4] | Zheng, S. et al. Failure analysis of frame crack on a wide-body mining dump truck. In: Engineering Failure Analysis Vol. 48 (2015), p. 153-165. | ||
| In article | View Article | ||
| [5] | Shang, X., Zhou, J., Zhuo, F., Luo, Y., Analysis of crack for complex structural parts and simulation optimization during hot forming. International Journal of Advanced Manufacturing Technology. Vol. 80, Issue 1-4, 2015, pp. 373-382. | ||
| In article | View Article | ||
| [6] | Fűrbacher, I., et al., Lexicon of Technical Materials, Part 1, (In Czech), Verlag Dashőfer, 2005. | ||
| In article | |||
| [7] | Trebuňa, F. - Šimčák, F., Stability of Mechanical Elements Systems (in Slovak). Emilena, Košice, 2004. | ||
| In article | |||
| [8] | Trebuňa, F. - Šimčák, F., Handbook of Experimental Mechanics (in Slovak), Typopress, Košice, 2007. | ||
| In article | |||
 CiteULike
CiteULike Delicious
Delicious



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
 and stationary (b) sections of the die casting mold){kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
){kind=link}
{kind=link}
){kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
 using a digital gauge and a magnifier){kind=link}
{kind=link}
 marking 73, areas I, II, IV, b) marking 72, area III){kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}